关键词 |
普板切割,钢板数控下料,济宁普板切割 |
面向地区 |
材质 |
45# |
|
规格 |
2.0*1219*C |
用途范围 |
金属制品 |
厂家 |
宝钢 |
加工工艺 |
激光切割 |
品名 |
不锈钢平板 |
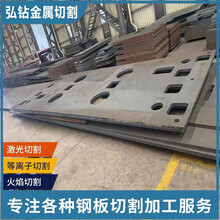
济宁普板切割-普板切割是一种金属加工技术,通过使用切削工具将金属板材切割成所需形状和尺寸。它广泛应用于建筑、汽车、航天、五金制造等行业,是生产中不可或缺的环节。普板切割方法包括火焰切割、激光切割、等离子切割等,其中火焰切割是常用的方法之一。
数控车间拥有的自动化机械设备,主要有数控火焰切割机二台,可生产加8-600mm厚、≤4.6m宽、≤15m长的钢板切割产品,在生产各类、高含量的中厚、特厚、特宽板材异型件上具有设备、艺、生产、质量等良好优势。
1.激光切割低碳钢时,件出现毛刺造成加件产生毛刺的主要原因:激光焦点的上下位置不正确,需要做焦点位置测试,根据焦点的偏移量进行;激光的输出功率不够,需要检查激光发生器的作是否正常,如果正常,则?。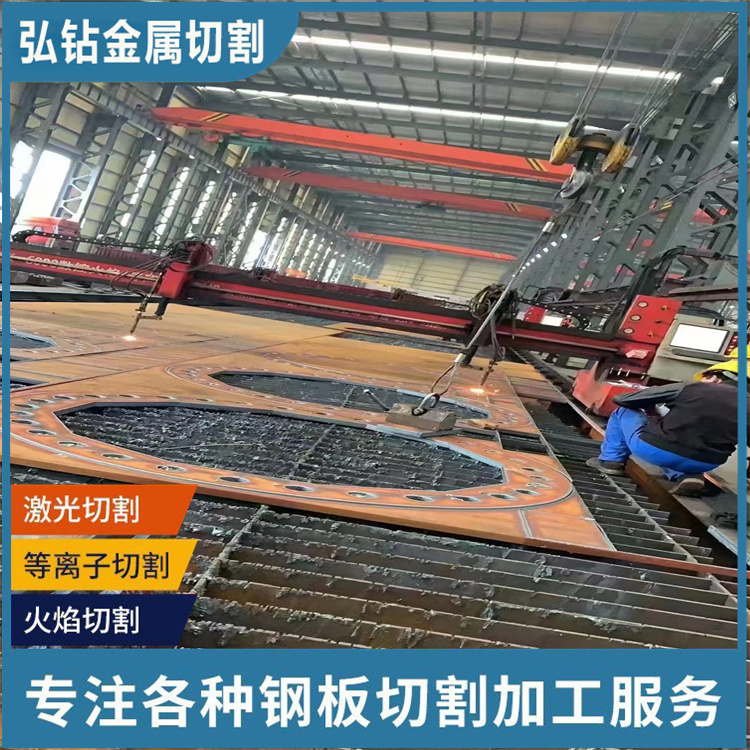
济宁普板切割-钢板数控下料 机械设备用支持定制 相关搜索:q235b钢板切割钢板切割机价格等离子切割机使用方法火焰钢板切割等离子切割等离子钢板切割等离子钢板切割原理等离子切割厚度对照表激光切割原理中厚板材价格花纹板规格尺寸表h型钢理论重量表火焰钢板切割原理火焰钢板切割价格火焰钢板切割加钢板加切割钢板加切割原理钢板加切割价格。
一般来说,当钢板确实很薄或很厚时,边缘垂直度就会开始受损,虽然边缘光洁度和挂渣性能可能还是比较好的。等离子设备比氧气炬更昂贵,因为一个完整的系统需要电源,水冷却器,气体控制装置,炬线,连接软管和电缆和钢板切割炬本身。
气割时,割炬的移动应保持匀速,割件表面距离焰心以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。3.5在进行厚板切割时,预热火焰要大,气割气流长度超出件厚度的1/3。割嘴与件表面约成10°~20°倾角,使零件边缘均匀受热。
济宁本地钢板切割热销信息