关键词 |
钢板数控加工,钢板切割,鹤壁钢板数控加工 |
面向地区 |
材质 |
45# |
|
规格 |
2.0*1219*C |
用途范围 |
金属制品 |
厂家 |
宝钢 |
加工工艺 |
激光切割 |
品名 |
不锈钢平板 |
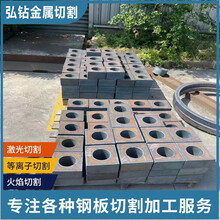
鹤壁钢板数控加工-钢板数控加工是一种、率的加工方法,利用数控机床对钢板进行切割、钻孔、铣削等操作。它具有加工精度高、适应性强、生产等优点,广泛应用于汽车、造船、航天等行业。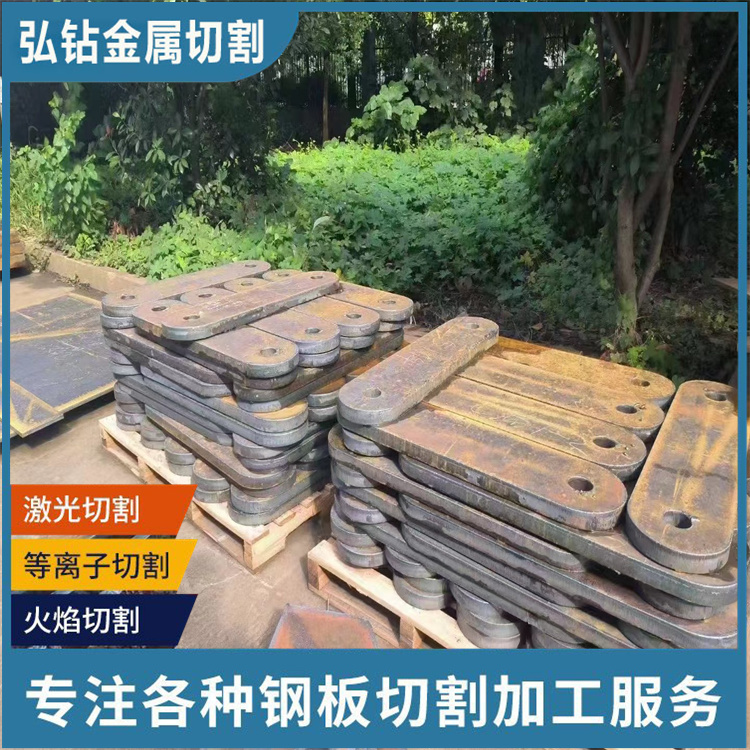
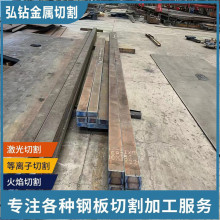
然而,钢板加工具有冷加工,因此金属板加工可用于钢板加工。3、钢板切割加工在钢板加工中,是否可以水刀下料在钢板切割过程中,如果钢板周围的垂直度要求不高,则可以使用水刀切割材料。此外,由于这种出料方法不属于热切割,因此不会有热变形的问题,此外,它还能满足板材表面平整度的要求,并且具有更高的工作效率。
故障一:等离子电源不能正常打开,冷却液流量不足。原因:冷却泵电机和联轴器损坏;内部阀片磨损,致使冷却液流失,引起压力和流量不足。排除:更换联轴器和冷却泵。故障二:割炬在引弧穿孔后,马上熄弧停止切割。原因:操作面板上的穿孔延时开关设置不当。
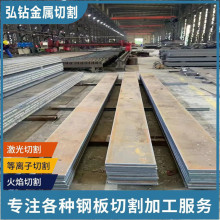
鹤壁钢板数控加工-钢板切割 快速发货 但企业认为,下游钢铁行业的补库存已经结束,因此需求肯定要下调;钢坯方面自从限产上近的推税稽查风暴来临,反弹乏力,而从钢来看,当前各区域主导钢出与市场出现倒挂,钢企库存出现积压,后期nm耐磨板仍面临下调压力。
对于厚度不小于40mm的厚钢板而言,在焊接过程中易发生层状撕裂,究其原因,有两方面,一方面为钢板越厚,非金属夹杂缺陷越多;另一方面为焊缝越厚,焊接应力和变形就越大,今天就来解析一下厚钢板加工焊接时层状撕裂的原因以及预防措施。
翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300,长度不应小于600。(2)组装过程中,应掌握焊接的应力和变形的规律,采取适当措施,以防止或焊后变形和矫正工作。3.钢构件组装质量控制(1)组装程序应有严格的要求,对体积大、刚度差、易变形的组装时应考虑加固措施;根据组装实际情况选择不同的组装方法。
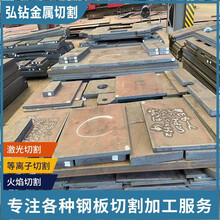
鹤壁本地钢板切割热销信息