





关键词 |
碳板切割,钢板数控加工,泰安碳板切割 |
面向地区 |
材质 |
Q345R |
|
厂家 |
宝钢 |
泰安碳板切割-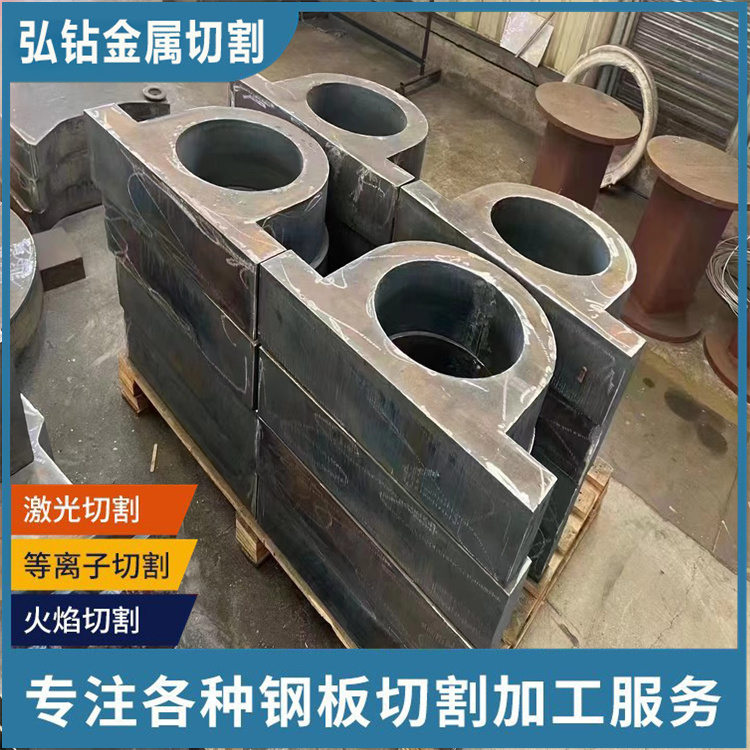
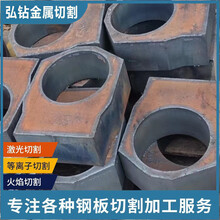
切割钢材所用氧气要有较高的纯度,一般要求在99.5%以上,一些国家的业标准要求氧气纯度在99.7%以上。氧气纯度每降低0.5%,钢板的切割速度就要降低10%左右。如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量亦明显劣变,气体消耗量也随着增加。
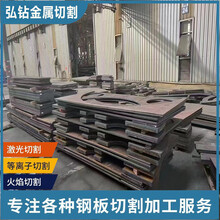
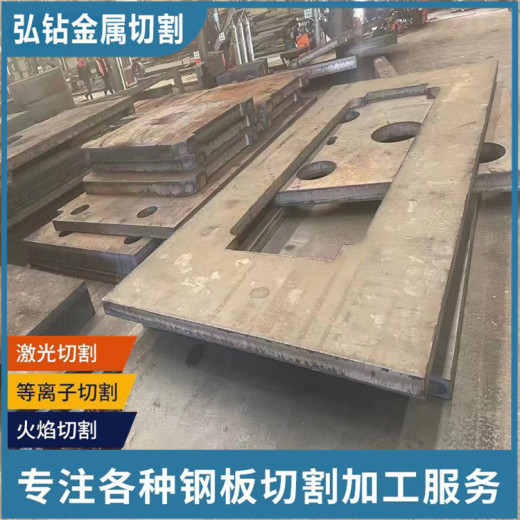
钢板切割-钢板零割 板材的常备规格为厚度:1-300mm材质:包括普板,低合金板,碳板,容器板等;棒材的常备规格为:16-300mm。材质:普元,碳圆,42Crmo35Crmo等,原材料均为宝钢、沙钢,马钢等一线钢厂。钢板切割件(包含数控切割件)质量可靠,确保无任何质量异议。
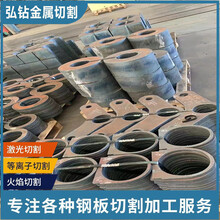
泰安碳板切割-钢板数控加工 快速发货 但由于火焰切割成本较为低廉,所以依然占据着重要的地位,并且火焰切割机也还是主流设备。在切割下料生产过程中,数控火焰切割机被越来越广泛的运用,数控切割具有编程后不可干预的特点,这一特点使得人无法对切割过程中的零件进行补偿,以修复受到热变形影响的尺寸,终导致零件尺寸精度出现偏差。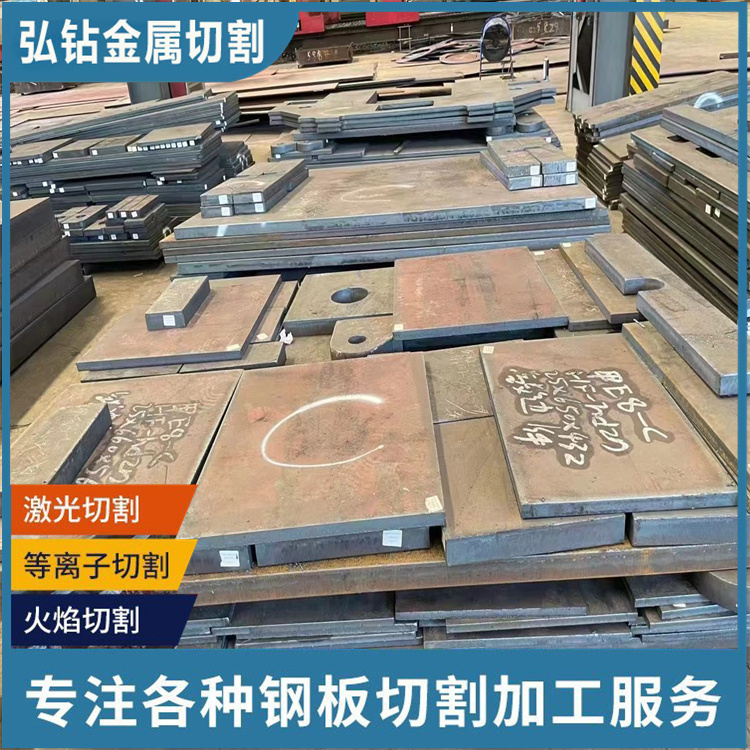
钢板下料时,为了切割零件的完整性,切割的起点不能在零件的轮廓线上,对于零件的外轮廓,应该在零件轮廓外部起割;对于零件内轮廓,应该在零件轮廓内部起割,我们分别把切割起点和切割终止点到零件轮廓上的这段多余出来的切割线,叫做引入线和引出线。
1.喷涂(1)设计厚度要求为耐火极限厚度的1.2倍,一般的,层厚度为1cm左右,晾干七至八成后再喷涂第二层,厚度为1—1.2cm左右,再晾干七至八成后再喷涂第三层,第三层的厚度为达到要求厚度为止。(2)对喷的要求,使用喷时应与钢结构件相垂直,两者之间的距离为6—10cm,喷涂气压为0.4—0.6MPa,待喷涂完成后要进行检查,如果厚度不够则补喷。
| 主营行业:中国钢铁网 |
| 公司主营:钢板零割,中厚钢板切割 |
| 企业类型:有限责任公司 |
| 注册资金:人民币300万 |
| 公司成立时间:2021-08-23 |
| 经营模式:生产型 |
| 经营范围:一般项目:技术服务、技术开发、技术咨询、技术交流、技术转让、技术推广;有色金属合金销售;金属材料销售;建筑材料销售;建筑装饰材料销售;机械设备销售;机械零件、零部件销售;机械电气设备销售;电工器材销售;电力设施器材销售;电子产品销售;有色金属压延加工;金属切削加工服务(除依法须经批准的项目外,凭营业执照依法自主开展经营活动) |
| 公司邮编:213100 |
泰安本地钢板切割热销信息