





关键词 |
容器板零割异型件,中厚板切割,滨州容器板零割异型件 |
面向地区 |
材质 |
Q345R |
|
厂家 |
宝钢 |
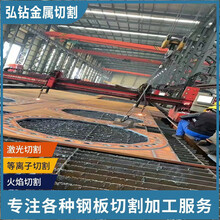
滨州容器板零割异型件- 3、等离子切割目前被广泛使用,特别是在一些小型车间。等离子切割是在高温条件下电离气体,产生等离子气流,使被切割钢板熔化,切割部分在等离子气流的作用下蒸发,达到切割的目的。这种方法的切割速度非常快,形成的界面非常光滑。
(2)切割路径选择的影响零件切割尺寸的另一个关键就是切割路径的选择,如果切割路径选择不好,就不可能切割出的零件。2.解决措施(1)对于长短径比相差不大的零件,其各个方向的热量基本一致,故只需给割缝补偿加上一个单侧热补偿量即可。
钢板切割-钢板零割 选择更好的机械设备将钢板加工成管件,性会更好。选择质量更高的机械设备卷曲钢板来制造管件,可以快速关键尺寸精度,当然,这也是使管件工作更好的关键,因此,我们仍然需要确保更好,这样我们才能在质量上发挥更好的作用。
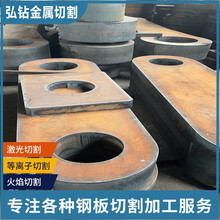
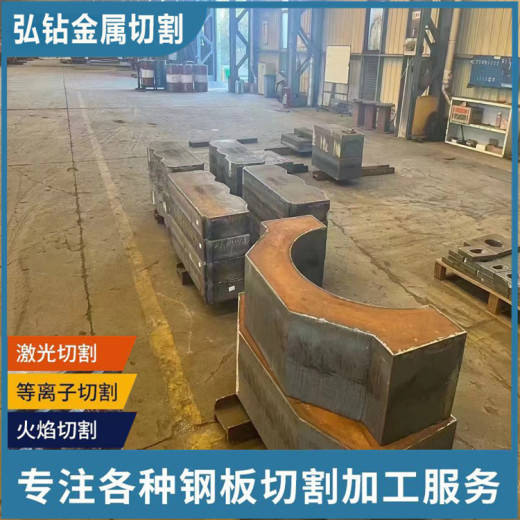
滨州容器板零割异型件-中厚板切割 冶金机械用按图定制 机械零部件加工、钢板切割、轴承座加工、钢板切割牌坊,钢板切割减速箱体加工,钢板加工切割,钢板加工下料,钢板切割,钢板切割加工,钢板切割下料,钢板切割价格,钢板切割公司,钢板切割企业,钢板下料,钢板下料加工,钢板下料零割,钢板下料切割,钢板数控零割,钢板数控切割,钢板数控下料,钢板数控加工,钢板零割,钢板零割下料,钢板零割加工,钢板切割件,钢板下料件,钢板零割件,钢板加工件、钢板切割件钢板切割牌坊,钢板切割减速箱体加工,钢板加工切割,钢板加工下料,钢板切割,钢板切割加工,钢板切割下料。
(2)焊接过程中严格执行焊接工艺卡参数,尽量控制焊接热输入量,采用较小电流进行焊接。(3)焊接过程中严格控制焊道层间温度,应小于250℃。(4)作用于收缩方向上的焊缝厚度应尽可能低。(5)焊缝内部质量,单侧焊接后进行另一侧焊接前应采用碳弧气刨进行清根处理。
3.如果采用喷涂机进行喷涂涂装,一般要求每次喷涂厚度为5—10mm,每隔2—8h喷涂一道,直到喷涂到要求的厚度为止,若要进行局部修补,可用手抹涂。4.喷涂后做好固化与保养,刚喷涂好的涂层应避免被雨水冲淋,常温下涂层的固化时间为48—96h以内。
我公司是沙钢、兴澄特钢、益成特钢、长达、兆顺代理销售商、湘钢、营口、鞍钢、安钢特约经销商。专营精炼板坯、特宽厚钢板、特宽厚低合金板、锅炉容器板、碳板等...可供厚度8mm-450mm,宽度1500mm-4800mm,长3000mm-18800mm,板坯单重可达56吨,根据需要还可供应更大规格的钢板,我公司备有大型数控切割多台,可根据用户需求来料来图切割各种规格、材质、厚度的钢板切割件。
滨州本地钢板切割热销信息