弘钻金属科技(常州)有限公司
 第2年
第2年

 第2年
第2年 
第2年

来源:弘钻金属科技(常州)有限公司 时间:2024-07-08 12:52:18 [举报]
日照容器板数控下料-容器板数控下料是一种、的切割方法,利用数控机床和激光切割技术,根据容器设计的尺寸和形状进行切割。它适用于各种厚度的容器板,可实现高速、的切割,大大提高了生产效率,降低了成本,是现代制造业中的重要环节。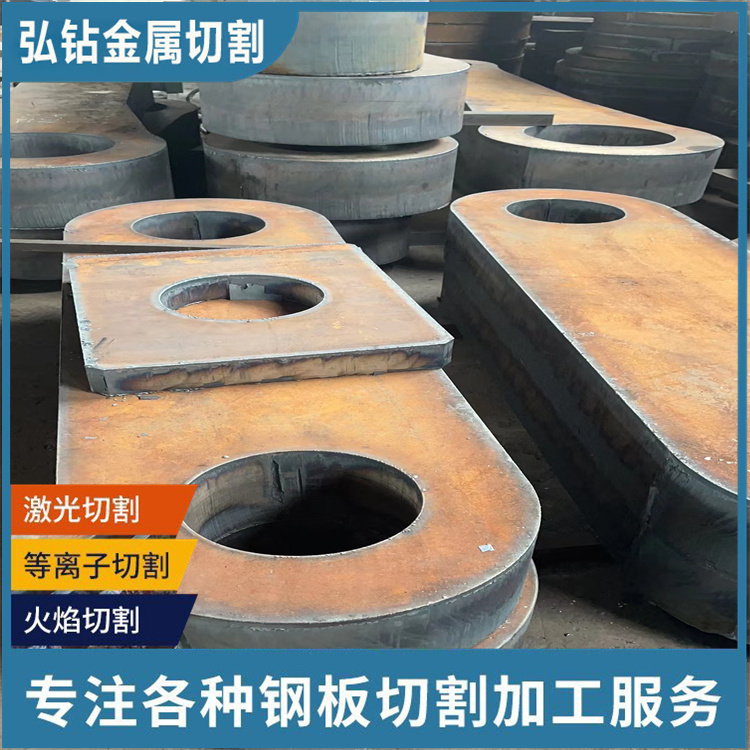
翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300,长度不应小于600。(2)组装过程中,应掌握焊接的应力和变形的规律,采取适当措施,以防止或焊后变形和矫正工作。3.钢构件组装质量控制(1)组装程序应有严格的要求,对体积大、刚度差、易变形的组装时应考虑加固措施;根据组装实际情况选择不同的组装方法。
相关搜索:q235b钢板切割钢板切割机价格等离子切割机使用方法火焰钢板切割等离子切割等离子钢板切割等离子钢板切割原理等离子切割厚度对照表激光切割原理中厚板材价格花纹板规格尺寸表h型钢理论重量表火焰钢板切割原理火焰钢板切割价格火焰钢板切割加钢板加切割钢板加切割原理钢板加切割价格。
日照容器板数控下料-钢板切割 等离子加工 钢板下料时,材料利用率和切割耗材寿命是影响企业经济效益的主要因素之一,钢板的利用率,从而钢板切割加工的效率,降低切割成本,这也是企业努力发展的一个方向,那下面小编就来具体介绍一下,以便读者有更好的认识。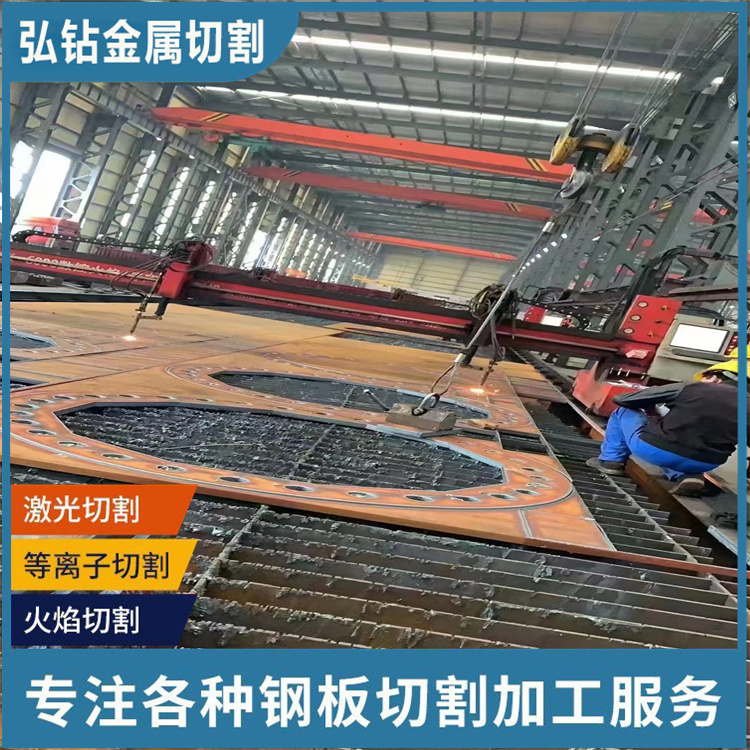
(4)在切割过程中,无论选择何种切割路径,在零件切割接近完成点以前都使零件与钢板之间具有足够的连接刚度,才能零件的切割尺寸和精度。(5)正确设置数控火焰切割机切割运行速度。在实际数控火焰切割的加工使用中,考虑到火焰切割的加工板厚差异较大,钢板的切割速度是与钢材在氧气中的燃烧速度相对应的,但是很多企业无法准确把握不同材料及厚度情况下对数控火焰切割机的速度设置。
切割前检查气体是否打开,气体的压力是否达到切割的要求,在用N2时每半个小时检查一次压力是否有下降的现象,及时打开增压阀切割压力,防止反渣;在用N2切割薄板时用铁块板,不能让板在工作台上晃动,易反渣切割效果也不好。
标签:容器板数控下料,钢板切割,日照容器板数控下料