济宁容器板数控零割-容器板加工钢结构用表面平整光滑



1/6
- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2024-11-13 18:28:36
- Q345R
- 宝钢
- 钢板切割,钢板零割,钢板加工,钢板下料
- 山东济宁
- 王经理 18014331668
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
济宁容器板数控零割-
薄板工件需焊间断焊的点焊时考虑其点焊在焊接位置。(10)工件装配点焊好后,焊前把工件“自检”确认无误后,方可转入焊接。(11)焊接容易变形的工件考虑用工艺撑加固。(12)焊工焊接时把焊缝位置清理干净,防止焊接时出现缺陷。
钢板切割-钢板零割 激光钢板切割激光钢板切割艺适用于钢板切割从公称厚度到大约1.25英寸的中碳钢。在一英寸范围内,所有因素,如材料,气体纯度,喷嘴条件,和激光束质量,需要是正确的可靠运行。激光的速度并不是很快,因为从根本上说,激光只是在中碳钢燃烧过程中温聚焦激光束的应用。
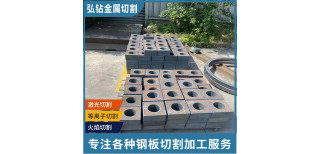
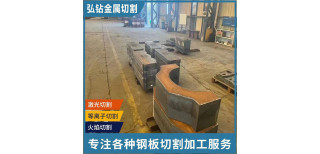
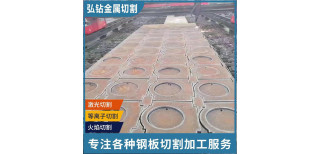
济宁容器板数控零割-容器板加工 钢结构用表面平整光滑 式切割就是指割直接钢板表面,进行引燃起弧切割,它主要适用于厚度在6mm以下的薄钢板。该切割方式具有变形小、割缝窄、切割速度快等优点;但由于是式切割,钢板切割时产生的热源在有限空间内会对割嘴造成较大的损伤,使得电极割嘴的使用寿命变短,因此,该切割方式不适合厚板切割。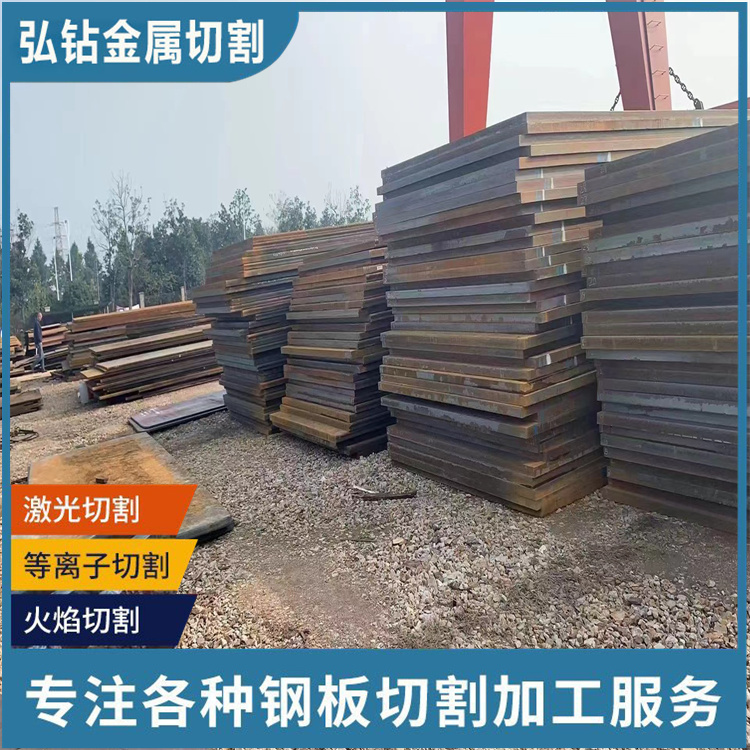
只要带有数控系统,就说明这些设都是电脑控制,可以达到的效果,还可以导入图纸,成型效果好,件统一,这种切割机大多也是火焰切割机,可切割5-150mm厚的板材,,便携式切割机可能够承载1.5m*3m规格的板材,也可以切割各种管材,切割速度,每分钟0.5m,根据板材厚度决定。
关于钢板入装置选择管应适应当地条件来确定,毕竟,加工成管在不同类型的钢,应当上的优点和原料的缺点的质量评价,毕竟更好的产品更受欢迎,所以我们还是与实际需求来选择。只有更好的质量,能够被更多的人所接受,所以我们还是要更好的把握,然后能够有更大的优势,在质量方面,鉴于此,我们应该比较。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 山东济宁
- 王经理
- Q345R
- 宝钢
弘钻金属科技(常州)有限公司为你提供的“济宁容器板数控零割-容器板加工钢结构用表面平整光滑”详细介绍



