弘钻金属科技(常州)有限公司
 第2年
第2年

 第2年
第2年 
第2年

来源:弘钻金属科技(常州)有限公司 时间:2025-03-20 12:15:29 [举报]
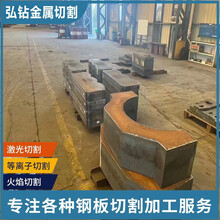
潍坊容器板数控下料-容器板数控下料是一种、的切割方法,利用数控机床和激光切割技术,根据容器设计的尺寸和形状进行切割。它适用于各种厚度的容器板,能够满足现代制造业对、率的需求。通过的计算机辅助设计(CAD)和计算机辅助制造(CAM)系统,可以实现自动化和智能化的切割过程,大大提高了生产效率和精度。
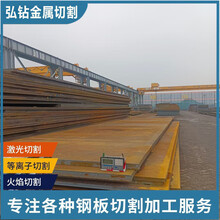
今天我们就谈谈数控等离子钢板切割机的使用要领:1.快速激光切割质量:结渣、热反应区、顶角和激光切割角度是反映激光切割质量的几个关键因素。是在挂渣区和热反应区两个区域,数控等离子钢板切割远远优于火焰切割机,火焰切割机边缘几乎没有残留挂渣,而热反应区要小得多。
高强度钢板热冲压水冷模具的设计是一项系统而强有力的工作,模具设计对钢板产品后期的成型质量有着重要影响。它需要综合计划部、技术部、制造部、和质量管理部的协调与合作,才能生产出满足数控机床操作要求的模板。在产品建模方面,技术部应在冲压水冷模具设计中,根据加工和装法,做好早期图纸设计,工作单和零件表示,制定具体的工艺卡,做好标准零件的形状加工和精密磨削,确保水冷模具的高成型质量。
潍坊容器板数控下料-超厚钢板切割 耐腐蚀耐磨持久 可以通过火焰来进行切割,这种钢板切割比较常见,通过火焰来切割板材成本非常低,符合现代加行业的操作要求,也可以为厂家节省大量成本费用,但是这种艺方式也存在一定的弊端,例如在进行切割的过程中,板材。
随着社会的发展,“风格”和“工业风格”的流行增加了由钢板制成的各种景观和装饰用旧耐候钢板的数量。有许多“”经常用一击即中的耐候钢板。有许多建设者和加工者为了钱,像设计师一样工作,不管这是否可行。当钢板加工设计师看到成品时,他目瞪口呆,这根本不是我想要的成品。
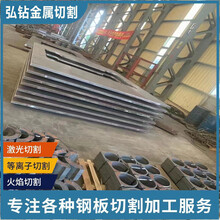
3.6窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。3.7直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。4.1艺参数对气割的质量影响很大,常见的气割断面缺陷与艺参数的关系如下所示:4.2气割完毕后,应对钢材切割面进行检查,其切割面应无裂纹、夹渣和大于1mm的缺棱,检查方式为外观检查。
标签:容器板数控下料,超厚钢板切割,潍坊容器板数控下料