弘钻金属科技(常州)有限公司
 第2年
第2年

 第2年
第2年 
第2年

来源:弘钻金属科技(常州)有限公司 时间:2024-11-30 18:01:12 [举报]
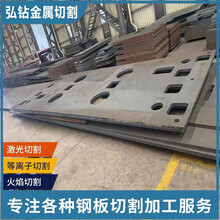
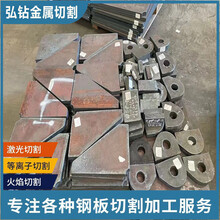
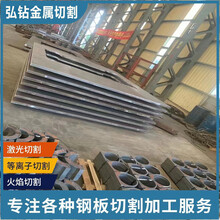
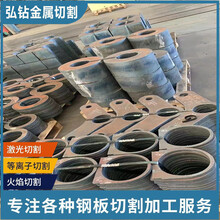
安阳容器板切割异型件-
气割时,割炬的移动应保持匀速,割件表面距离焰心以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。3.5在进行厚板切割时,预热火焰要大,气割气流长度超出件厚度的1/3。割嘴与件表面约成10°~20°倾角,使零件边缘均匀受热。
钢板切割-钢板零割 本公司备有:大型数控火焰切割机、数控等离子切割机、大型剪板机、500吨大型液压冲床、机械冲床、数控立车、镗床、铣床、加工中心等机械加工设备,承接钢板切割、异形件切割、仿形件切割、剪切钢板、冲孔、折弯、机加工、物流配送等延伸 。提供正火保性能钢板,、二级、三级探伤钢板期货,保性能钢板,、二级探伤钢板现货销售。
安阳容器板切割异型件-容器板切割 火焰加工 我公司郑重承诺:质量量问题包换包退 本公司备有大型数控火焰切割加工、钢板千吨压轧机、大型龙门刨床、可根据用户图纸切割加工500mm以下厚度钢板!!! 
基准件补偿值=实际电极丝半径+单边放电间隙。编程时按电极丝中心运动轨迹线尺寸来编程。编制凸模程序:画出电极丝偏移后的切割轨迹线,并计算出切割轨迹线的尺寸;按照偏移后的电极丝切割轨迹线尺寸编程。2.配合件补偿值的确定配合件:与基准件按一定的间隙配合的零件。
(8)后期处理胶固化后,切断排气管,铲除注入座,钢板的外侧表面还要清理干净,然后刷上防护涂料。电火花线切割加工工艺主要包括两部分,为间隙补偿以及正确选取引入、引出线位置和切割方向;间隙补偿又包括基准件补偿值的确定和配合件补偿值的确定,正确选取引入、引出线位置和切割方向分为起始切割点(引入线的终。
标签:容器板切割异型件,容器板切割,安阳容器板切割异型件