弘钻金属科技(常州)有限公司
 第2年
第2年

 第2年
第2年 
第2年

来源:弘钻金属科技(常州)有限公司 时间:2025-03-24 10:25:54 [举报]
淮南45#钢板切割-“45#钢板切割”是一种常见的加工方法,广泛应用于金属加工领域。由于其强度适中、韧性较好,切割时需要使用合适的切割工具,并控制切割深度,以避免切割断裂。在加工过程中,需要注意保持切口的平整,以获得良好的加工效果。同时,根据不同的需求,可以选择不同的切割设备和切割工艺,以满足不同的加工要求。
涂层金属主要包括锌、锡、铜、铝和铬,其中常见的是镀锌和镀锡。特厚钢板切割加工工艺具有、产量大、成本低、涂层厚等优点。根据超厚钢板的排列,有四种轧机:单机架轧机。轧件只在一个机架中轧制,一个恒轧机。
等离子切割配合不同的作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、较少的热影响区。
淮南45#钢板切割-容器板数控加工 轻纺行业用按需定制 1.切口宽度切口宽度是评价钢板切割质量的重要方面之一,它能反应出切割机所能切割的小圆半径尺寸,一般是以切口宽处的尺寸来进行计算,目前大部分的等离子切割机的切口宽度为0.15—6mm。一家专注于做钢板切割的厂家---无锡海辰得来CAD图,按图纸艺切割,不管多厚都可以切割。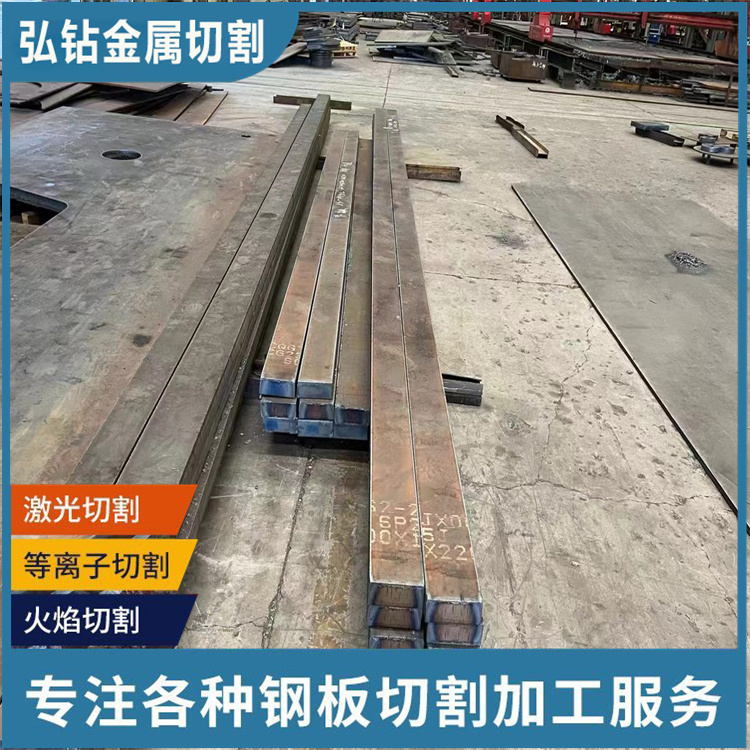
钢板零割特厚钢板零割在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度,为了防止气割变形,操作过程中应注意以下几个方面:在钢板上切割不同尺寸的工件时,应先切割小件,后割大件,窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法,直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。
钢板切割加,站主要关键词之一,所以是这篇的讲解对象,其讲解内容是与其相关的一些知识,这样可以让大家有学习对象和学习内容,进而通过学习让自己有正确认识,避免有错误认识。1.钢板切割加与钢板加是否一样。
标签:45#钢板切割,容器板数控加工,淮南45#钢板切割