弘钻金属科技(常州)有限公司
 第2年
第2年

 第2年
第2年 
第2年

来源:弘钻金属科技(常州)有限公司 时间:2025-03-19 18:25:21 [举报]
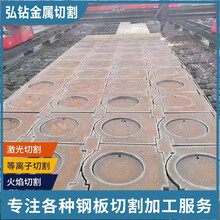
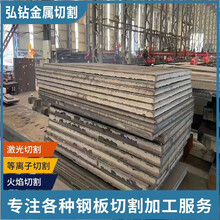
平顶山容器板数控下料-
(2)制定合理的坡口角度,在满足焊缝连接强度的同时,尽可能减小坡口尺寸,以达到焊缝熔敷金属填充量的目的。(3)在坡口加工过程中,应严格按照既定要求限制坡口角度及钝边尺寸的偏差。6.焊前预热厚板焊接前,进行预热处理,并根据钢板厚度确定合理的预热温度,在在不产生附加应力的前提下,应适当焊接接头的预热温度。
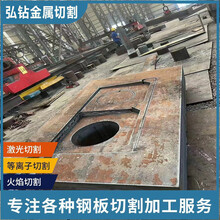
钢板切割-钢板零割 3.如果采用喷涂机进行喷涂涂装,一般要求每次喷涂厚度为5—10mm,每隔2—8h喷涂一道,直到喷涂到要求的厚度为止,若要进行局部修补,可用手抹涂。4.喷涂后做好固化与保养,刚喷涂好的涂层应避免被雨水冲淋,常温下涂层的固化时间为48—96h以内。
平顶山容器板数控下料-碳板切割 货源充足 火焰切割的厚度通常超过6mm碳钢,即使对于小于6mm的板材,也可以切割,但是由于板材相对较薄,火焰切割方法是使用高温火焰将钢板表面的某一点加热到燃点,然后用高压氧填充以燃烧形成切口。因此,当切割片材时,片材容易热变形,并且切割的片材不能良好的结果。
而下边缘挂渣是火焰切割挂渣中十分普遍的现象,主要是在切割断面的下边缘产生连续的挂渣。而导致出现类似的问题的原因则相对较为复杂,一般来说钢板切割加出现下边缘挂渣时,先检查切割速度是否太快或太慢,使用的割嘴 太小,切割氧压力太低等。
一是按图纸严格把控尺寸,二是严格把控外观质量,对尺寸不符处进行返修或报废处理,外观不允许碰划伤,对喷涂后的色差、耐蚀性、附着力等进行检验。这样就可以根据错误和缺陷找到展开图错误、各工序的不良习惯、工序中的错误等,如数冲或激光的编程错误、模具使用错误等。
标签:容器板数控下料,碳板切割,平顶山容器板数控下料