弘钻金属科技(常州)有限公司
 第2年
第2年

 第2年
第2年 
第2年

来源:弘钻金属科技(常州)有限公司 时间:2025-03-07 18:03:35 [举报]
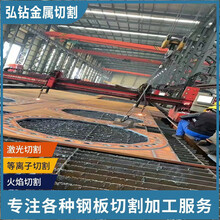
烟台中厚板数控切割-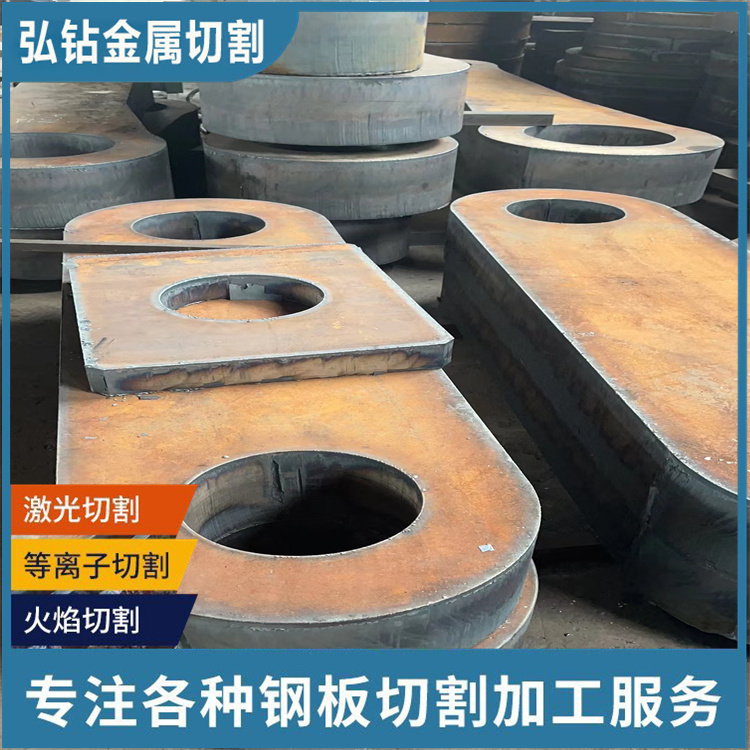
2.2.2气割前,检查整个气割系统的所有设备和工具运行正常,只能在条件下运行.此外,在气体切割过程中应小心保持它们。2.2.3测试和标记工具有:钢尺、卷尺、石笔、记 笔等。3.切割操作过程:3.1在自动切割期间,当将钢板提升到气割平台时,一侧钢板两端与导轨之间的距离差应到5mm以内。
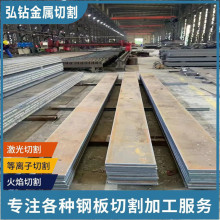
钢板切割-钢板零割 2、等离子弧钢板切割的质量评价等离子弧钢板切割的质量评估包括以下几个方面:切口宽度:切口部分的尺寸,通常为0.15-6mm。如果切口宽度不合适,会造成材料浪费,降低切割速度并增加能耗。表面粗糙度:主要用于确定切割后是否需要返工。
烟台中厚板数控切割-钢板零割 货源充足 ,操作人员需要熟悉CNC等离子切割机的规格。另外,要小心伺服电机。数控切割机使用的伺服电机与普通电机不同。它配有脉冲编码器和位置检测器,属于易损件。是脉冲编码器是玻璃和粘接的,比较脆。在一些数控等离子切割机上,连接到伺服电机上的电缆着随小车移动,或拖在其他部件上。
8.镜片(1)薄板用5寸的镜片切割效果好,速度快.6mm以下用5寸镜片切。(2)厚板用7.5寸的镜片,厚板用5寸的镜片切不好,能量不够,7.5的镜片切薄板能量过大,有烧边的情况切不好容易挂渣。9.开关光延时延时是给功率一个爬升的时间,一般切厚板时延时要长一点,否则起刀面会切的不好。
(3)对不符合要求的钢板要求退货处理。2.焊接接头设计要点(1)在满足焊透深度要求和焊缝致密性条件下,采用较小的焊接坡口角度及间隙。(2)在角接接头中,采用对称坡口或偏向于侧板的坡口。(3)采用双面坡口对称焊接代替单面坡口非对称焊接。
标签:中厚板数控切割,钢板零割,烟台中厚板数控切割