泰安Q345B钢板加工-容器板切割异型件快速发货


1/6
- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2025-03-19 14:01:03
- 45#
- 2.0*1219*C
- 钢板切割,钢板零割,钢板加工,钢板下料
- 山东泰安
- 王经理 18994983591
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
泰安Q345B钢板加工-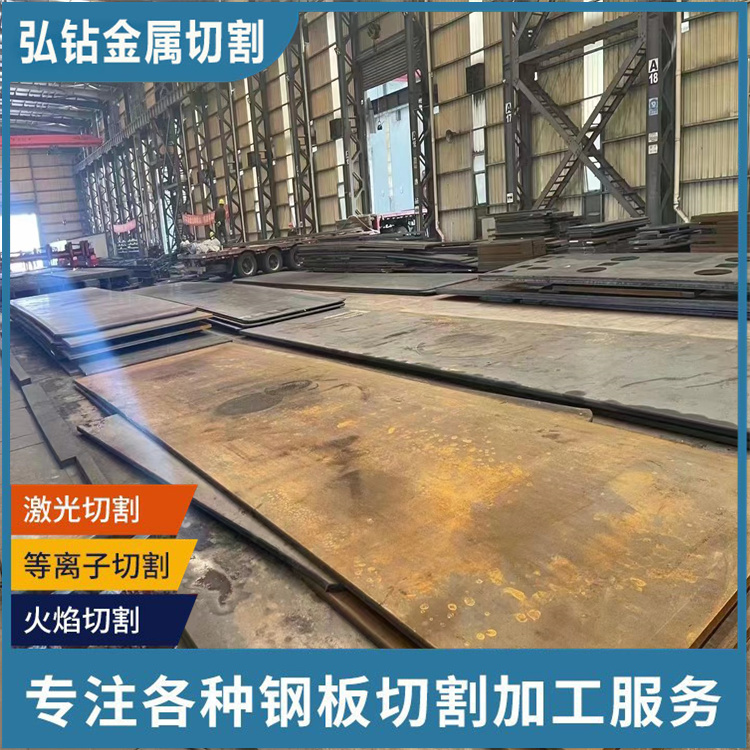
那它的发展趋势如何呢。分析如下。数控加业起步较晚,而且主要集中在珠三角、等业发达城市或沿海地区。因此在目前,仍然有非常多企业还在使用手或者半自动化机床进行金属切割。的切割方式不仅生产效率比较低,而且切割的质量和精度也比较差,同时切割时会造成很大的浪费。
能够根据火苗来开展激光切割,这类沙钢宽厚板零割较为普遍,根据火苗来激光切割厚钢板成本费极低,合乎当代生产加制造行业的实际操作规定,还可以为生产厂家节约很多成本,可是这类加艺方法也存有一定的缺。
泰安Q345B钢板加工-容器板切割异型件 快速发货 控制钢板加工冷却的横向均匀性和厚度方向的对称性是控制中厚板平直度和降低内应力的必要条件。横向冷却横向方案是通过改善下集管的横向角度和保水点等来实现层流冷却温度控制的均匀性。冷矫直:矫直可以改善钢板的残余应力分布,当钢板加工的横截面应力分布不均匀时,有必要采用弯曲辊措施来增加局部变形,以补偿纵向纤维的不均匀长度,从而消除波浪弯曲,并使钢板的内应力均匀化。
翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300,长度不应小于600。(2)组装过程中,应掌握焊接的应力和变形的规律,采取适当措施,以防止或焊后变形和矫正工作。3.钢构件组装质量控制(1)组装程序应有严格的要求,对体积大、刚度差、易变形的组装时应考虑加固措施;根据组装实际情况选择不同的组装方法。
此时应立即暂停切割,检查激光头连接状态,重新上好螺纹。这样就会在被加工材料的切割断面下比较粗糙的切割面,这主要是在短时间内,激光束在移动中的矢量方向变化很快所至。因此在采用激光切割加工零件时就要注意这方面的情况。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 山东泰安
- 王经理
- 45#
- 2.0*1219*C
- 金属制品
- 宝钢
- 激光切割
- 不锈钢平板
弘钻金属科技(常州)有限公司为你提供的“泰安Q345B钢板加工-容器板切割异型件快速发货”详细介绍



