宿州锰板切割-容器板按图切割建筑桥梁工程就近发货


- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2025-03-22 18:50:03
- Q345R
- 宝钢
- 钢板切割,钢板零割,钢板加工,钢板下料
- 安徽宿州
- 王经理 18994983591
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
宿州锰板切割- 零割下料按图加工 S235JR,(3)低合金高强度钢板,Q295A-B,Q345A-E,Q390A-E,Q420A-E,Q460C-E,520,WQ590D,S275JR,S355JR,WH60A-E,WH70B-E,BB503。 所以下面,不妨将其延续下去,以便大家可以有新的收获,而且,在其学习道路上,还能有所进步和发展,1.钢板加工,在加工工艺上,会有哪些常用的,以及,钢板的表面粗糙度,主要是与什么有关,钢板加工,其的加工工艺。
而且,切割速度快的话,其切割质量也不是很理想。这也是我们要了解的,所以下面小编就来给你具体的。1.切割前的(1)对作业场所进行检查,是否是干净整洁的,是否又品,如有应及时清除掉。(2)对所使用的设备进行检查,连接处有无漏气现象,各个部件是否完好无损,能否正常作,以及其使用的气源是否正常等。
钢板切割-钢板零割 钢结构切割就是指对钢结构进行切割,包括对钢材结构进行熔化吹渣和分割的。目前具有的技术有火焰切割水切割等离子切割数控切割等,下面对这些钢板切割技术进行简单的说明分析,具体如下。火焰切割火焰切割是目前使用广泛的切割技术,主要是利用燃气与氧气混合燃烧产生高温对钢材氧化,溶化,从而达到切割的目的。使用的燃气有天然气丙烷等。
宿州锰板切割-容器板按图切割 建筑桥梁工程就近发货 依据激光切割件断面质量以及表面粗糙度Rz值,可以判断机床及耗材的实际状况等,由于板厚的偏差,造成折弯扣除的数值也有一定的差别,如对材料SPCC-SS400进行90°折弯,且折弯上模r≤0.6mm时,常用的折弯扣除值具体取值可通过现场试折验证。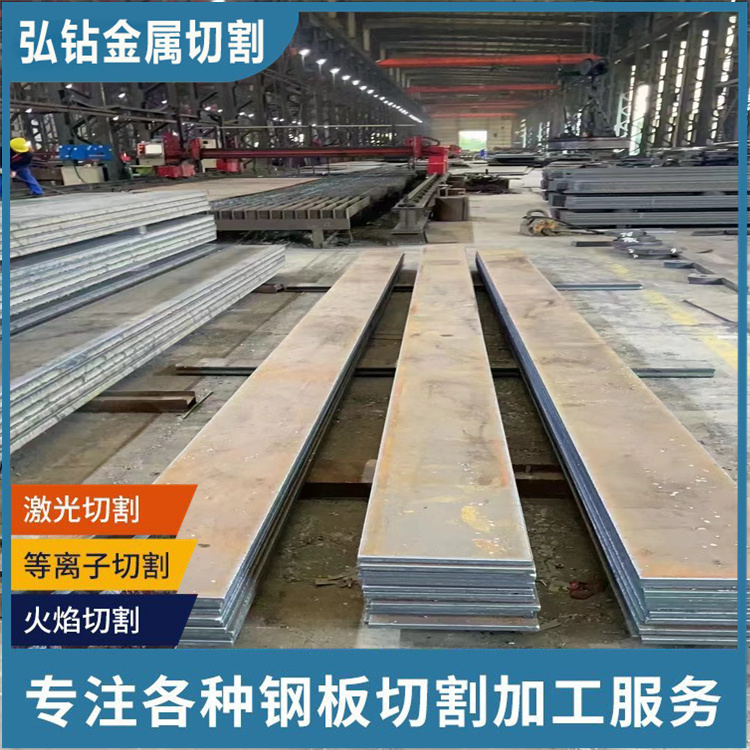
(3)切割后零件的外观质量应作为常规项目进行检查,如切割后零件的外形尺寸、断面光洁度、槽沟、断口垂直度、坡口角度、钝边高度、局部缺口、毛刺和残留氧化物。(4)无论是利用多头直条及数控切割进行主材下料或利用半自动切割进行小件加工、坡口加工,切割断面上深度超过1mm的局部缺口、深度大于0.2mm的割纹以及断面残留的毛刺和熔渣,均应给予焊补和打磨光顺。
一些厂家对钢板加工的要求,特别是尺寸和外形验收标准,是依照ISO2768mK或GB/T1804-m执行的,所有线性尺寸极限偏差的取值在加工材料为SUS304、板厚为5mm的大部件时,在不考虑平面度和垂直度的前提下,仅就一个长度尺寸559±0.8mm。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 安徽宿州
- 王经理
- Q345R
- 宝钢



