聊城Q345B钢板加工-容器板数控加工建筑桥梁工程就近发货


1/6
- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2024-12-28 19:12:10
- Q345R
- 宝钢
- 钢板切割,钢板零割,钢板加工,钢板下料
- 山东聊城
- 王经理 18994983591
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
聊城Q345B钢板加工- 3.6为了防止气割变形,操作过程中应注意以下几个方面:3.6.1在钢板上切割不同尺寸的件时,应先切割小件,后割大件;3.6.2窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。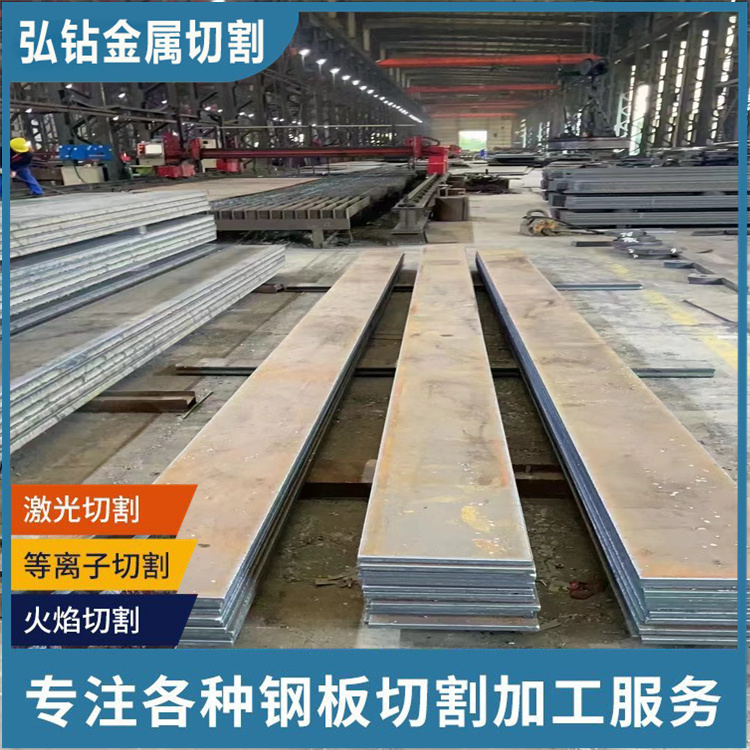
3.如果采用喷涂机进行喷涂涂装,一般要求每次喷涂厚度为5—10mm,每隔2—8h喷涂一道,直到喷涂到要求的厚度为止,若要进行局部修补,可用手抹涂。4.喷涂后做好固化与保养,刚喷涂好的涂层应避免被雨水冲淋,常温下涂层的固化时间为48—96h以内。
钢板切割-钢板零割 另外,如果焊缝高低不平,还要进行打磨,以便光洁度和平整度。(4)结构件下料工艺结构件下料工艺的好坏会影响到结构件是否会发生变形,所以在这方面进行加强。,我们来分析一下,引起结构件焊接变形的原因有哪些。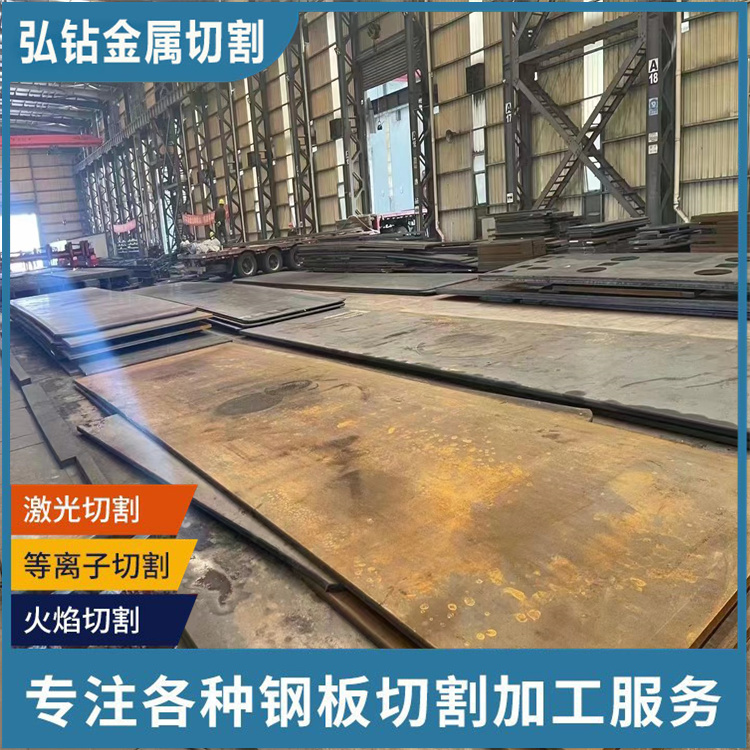
聊城Q345B钢板加工-容器板数控加工 建筑桥梁工程就近发货 挂渣量:主要用观察,分为无、轻微、中等和严重四个等级。用红外透射光谱、椭偏仪和四种探针测量对氮化硼片源扩散下硅表面结构和质量传输的观察和分析。发现预硅表面由未反应的HBO-2沉积层-硼硅酸盐玻璃层-Si-B相层组成。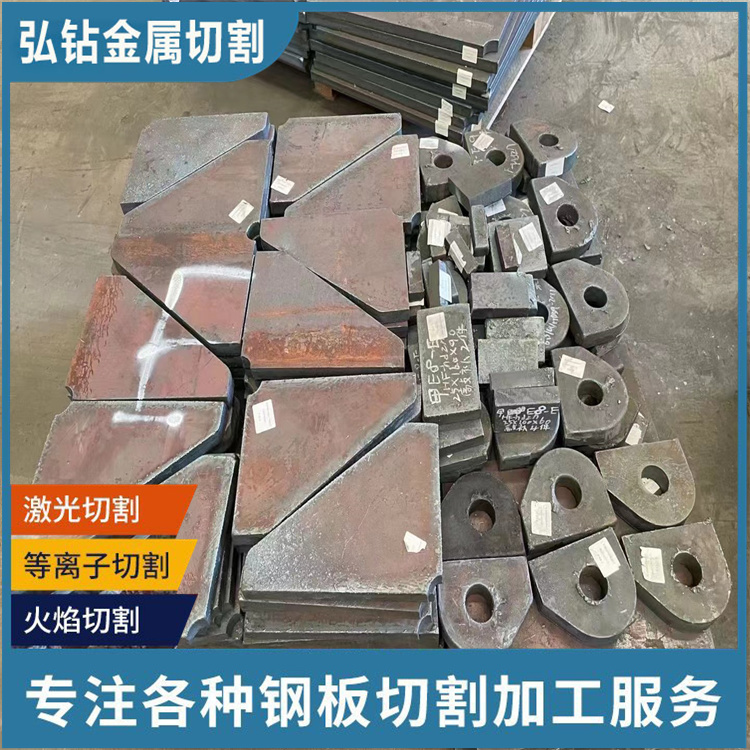
为确定钢板预热效果,应在加表面测试温度。注意:预热时,要使整个钢板界面均匀受热,以免热源的区域出现局部过热现象。如果无法进行整板预热,则可以使用局部预热法代替。低速切割:避免切割裂纹的另一种方法就是降低切割速度。
我公司现货库存的钢板切割加工原材料只要来自宝钢,沙钢、济钢、湘钢、汉冶特钢、兴澄特钢等国内一线钢厂。从而确保钢板切割加工件的产品质量。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 山东聊城
- 王经理
- Q345R
- 宝钢
弘钻金属科技(常州)有限公司为你提供的“聊城Q345B钢板加工-容器板数控加工建筑桥梁工程就近发货”详细介绍



