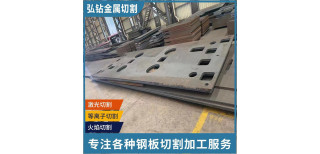
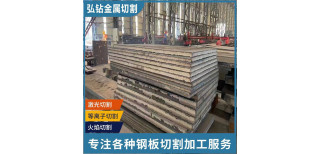
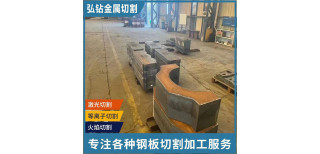
绍兴特厚钢板切割-钢板按图零割数控加工



1/6
- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2024-12-01 15:28:42
- Q345R
- 宝钢
- 钢板切割,钢板零割,钢板加工,钢板下料
- 浙江绍兴
- 王经理 18994983591
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
绍兴特厚钢板切割-
在此列举下料、折弯工序的标准及规范供大家探讨,抛砖引玉,以期在行业内引起广泛地讨论。此外,钢板厚度的偏差会影响折弯和焊接的参数,其允许偏差标准需提前据此采取预防措施。钢板加工不同材料时,如SPCC、SUS、Al等,其折弯扣除BD值是不相同的。
钢板切割-钢板零割 那如何来很好的处理这个问题。这就需要我们正确选取割嘴类型、切割气体压力和切割速度,根据不同的钢板厚度。割嘴 数越大,则钢板厚度越厚,割嘴距离应以火焰焰心与钢板在同一片面为良好。切割速度可以通过声音以及观察熔渣流动来进行判断是否合适,速度过快或过慢都是不利于切口质量的,速度过慢还可能造成二次切割。
绍兴特厚钢板切割-钢板按图零割 数控加工 激光钢板切割激光钢板切割艺适用于钢板切割从公称厚度到大约1.25英寸的中碳钢。在一英寸范围内,所有因素,如材料,气体纯度,喷嘴条件,和激光束质量,需要是正确的可靠运行。激光的速度并不是很快,因为从根本上说,激光只是在中碳钢燃烧过程中温聚焦激光束的应用。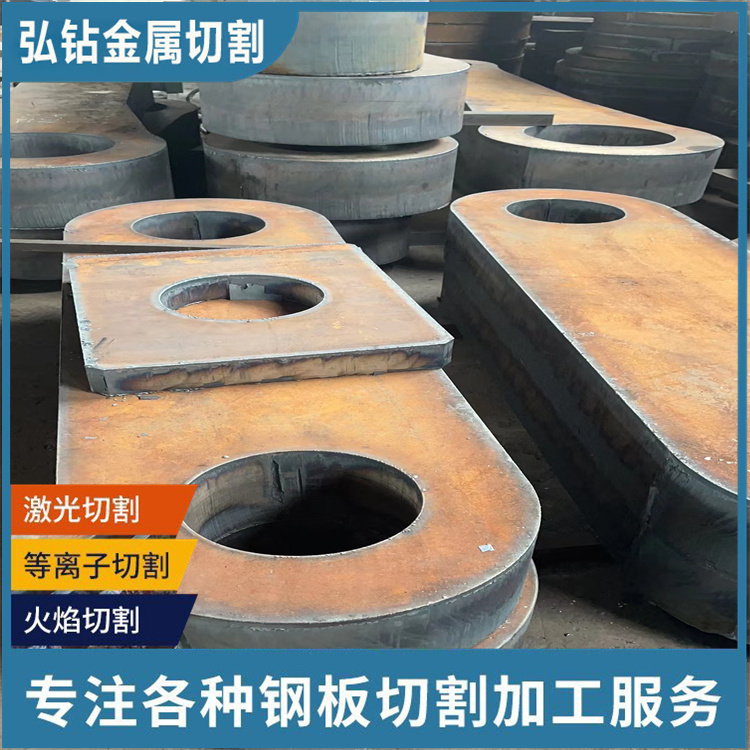
16mn特厚钢板切割,q235b特厚钢板加工,a3特厚钢板零割,q345b超宽厚板数控下料 q345d钢板数控切割·q345r容器板零割·a3钢板数控加工.q345d钢板数控下料 q235b钢板切割轴承座,q345b钢板零割配重块.钢板按图加工法兰盘.45#钢板数控加工
显然,这就降低了生产效率和切割质量,生产成本也就明显地增加了。除了氧气之外,还可采用液氧切割,虽然投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的性对件的切割质量也是至关重要的。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 浙江绍兴
- 王经理
- Q345R
- 宝钢
弘钻金属科技(常州)有限公司为你提供的“绍兴特厚钢板切割-钢板按图零割数控加工”详细介绍



