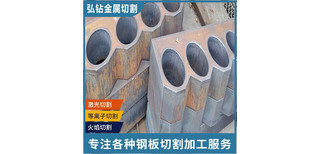
池州钢板切割-容器板按图零割耐腐蚀耐磨持久


- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2024-12-19 02:56:51
- Q345R
- 宝钢
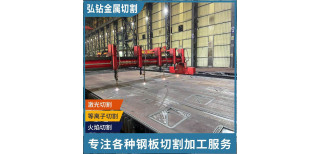
- 钢板切割,钢板零割,钢板加工,钢板下料
- 安徽池州
- 王经理 18994983591
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
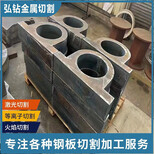
池州钢板切割- (3)钢板加工焊接特点与单一材质焊接相比,复合板的焊接较复杂,主要在焊缝金属易稀释;过渡区有碳迁移发生;熔合区易产生淬硬组织;接头存在较大的残余应力等。因此,通常只采用先基层、过渡层、后复层的焊接顺序,且过渡层多采用稀释率较小的焊条电弧焊,过渡层焊缝的焊接材料选择及其焊接也是关键。
(3)对不符合要求的钢板要求退货处理。2.焊接接头设计要点(1)在满足焊透深度要求和焊缝致密性条件下,采用较小的焊接坡口角度及间隙。(2)在角接接头中,采用对称坡口或偏向于侧板的坡口。(3)采用双面坡口对称焊接代替单面坡口非对称焊接。
钢板切割-钢板零割 数控火焰切割中易出现哪些问题。一旦出现问题,解决的措施有哪些。这也是在进行数控火焰切割时容易碰到的问题,现就对这个进行详细的分析解答,为读者提供一些指导和帮助。1.问题分析通过分析得出以下两方面的影响因素,为:(1)热量的影响在实际切割过程中,整板上切割零件有先有后。
池州钢板切割-容器板按图零割 耐腐蚀耐磨持久 为的切口,割嘴到被割件表面的高度,在整个切割过程中保持基本一致。切割卷圆加:可卷圆20-200mm的钢板,切割光滑度40度,垂直误差±1%,焊缝可保探伤,可作30吨以下各种规格形状的结构件。
其他橡胶板分类:按是否夹介质,可分为纯胶胶板和夹布、夹金属骨架层胶板等品种。退火素材是能够进行试验的。残余粘合剂撕掉胶带和纸时,粘合剂总有部分残留在NM耐磨板表面。残余应力是在没有外力作用下内部自相平衡的应力,很多热轧型耐磨板都会遇到这种情况,通常钢截面尺寸越大,残余应力也越大。
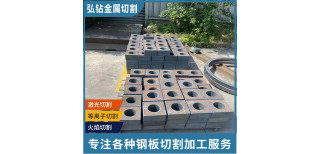
使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰空跑几趟进行预热,预热温度达到100°C左右为宜。其切割速度取决于钢板等级和厚度。说明:将预热和低速切割方法结合使用,可以进一步降低切割裂纹的出现几率。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 安徽池州
- 王经理
- Q345R
- 宝钢



