淮南钢板数控加工-容器板切割建筑工程用售后方便


- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2025-03-24 21:35:35
- Q345R
- 宝钢
- 钢板切割,钢板零割,钢板加工,钢板下料
- 安徽淮南
- 王经理 18994983591
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
淮南钢板数控加工- 可切割加工各种板材切割件:轴承座、法兰盘、牌坊件、预埋件、钢板喷砂、卷筒折 弯等业务 异形件、几何形构件等各种图形加工。大型镗床立车、五轴加工机床等加工厂附近有着全国的机械设备配套加工基地。欢迎来电洽谈!
过渡层由于两种钢的化学成分和物理性能差别较大,存在碳钢基层与不锈钢复层及焊接填充金属间的互熔问题,这是一个复杂的合金化过程,根据焊接顺序的不同,可分以下两种情况:先焊基层时,在碳钢上熔焊过渡层焊缝金属。
钢板切割-钢板零割 (2)制定合理的坡口角度,在满足焊缝连接强度的同时,尽可能减小坡口尺寸,以达到焊缝熔敷金属填充量的目的。(3)在坡口加工过程中,应严格按照既定要求限制坡口角度及钝边尺寸的偏差。6.焊前预热厚板焊接前,进行预热处理,并根据钢板厚度确定合理的预热温度,在在不产生附加应力的前提下,应适当焊接接头的预热温度。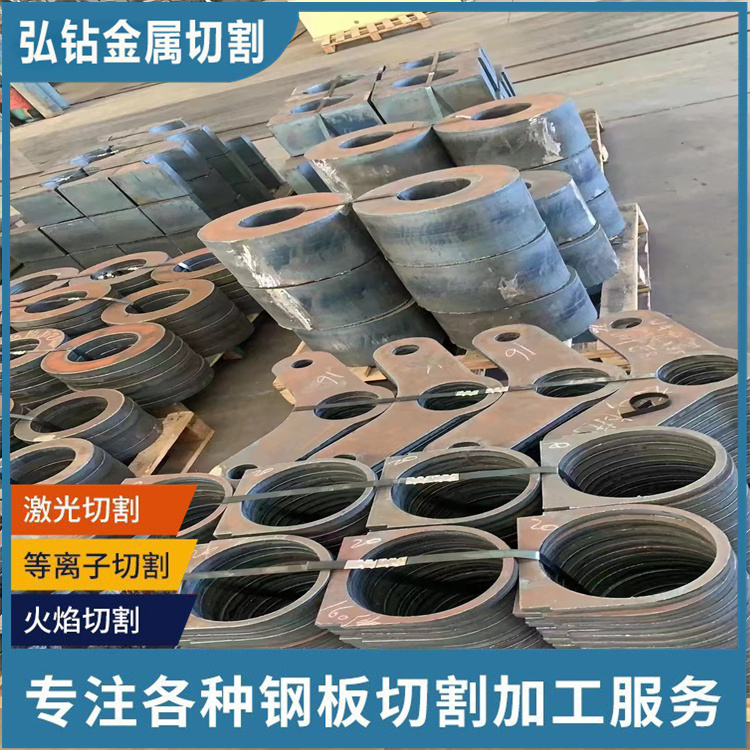
淮南钢板数控加工-容器板切割 建筑工程用售后方便 华为为何自研芯片,它在5G扮演什么角色。与4G不同的是,5G运用了很多MIMO,带宽至少是100兆起跳,在这样大量天线和大带宽的情况下,5G对芯片数据处理的要求,上了一个台阶。如果没有好的芯片和算法,产品很难做出来,就算产品做出来了,也无法实现商用——这就是为何5G商用时代的核心在于芯片。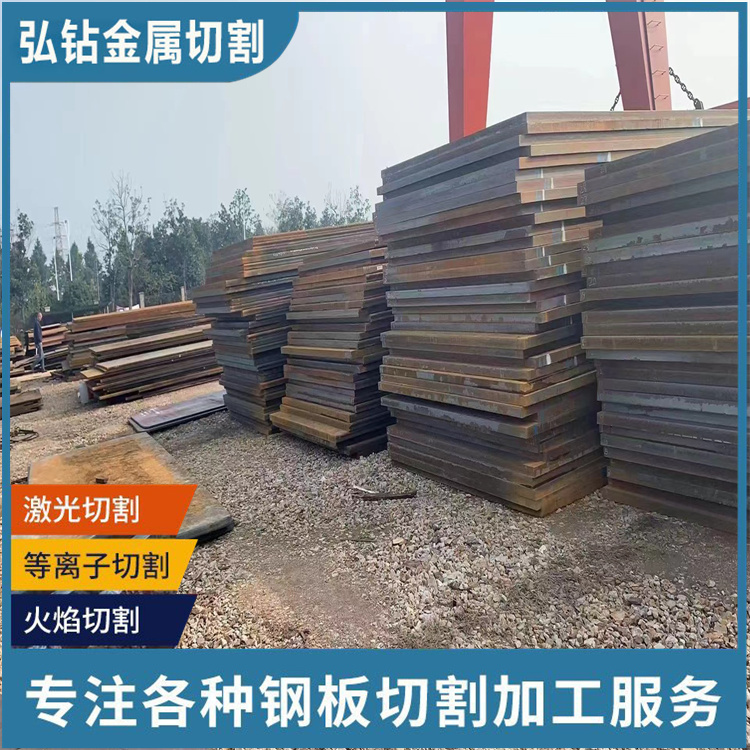
所以,在这个问题上,其回答为是。而且,这也是毋庸置疑的,如果不这样的话,那么,是不能钢板切割质量的。有哪些问题属于钢板切割加工但未涉及。对钢板切割加工,虽然只有这六个字,但是其所包含的内容,是非常多的,所以下面,不妨来好好认识了解一下,接着前面已有的知识内容,从而,也可以来推进该产品的学程,同时,大家也可以从中受益。
焊接工艺控制(1)制定合理的焊接顺序,尽可能避免焊接残余应力的产生,以焊接接头的拘束应力的集中。(2)焊接中应严格执行焊接工艺参数,尽量控制焊接的热输入量,应采用较小电流进行焊接。(3)焊接中要严格控制焊道的层间温度,要小于250℃。(4)焊缝内部,单侧焊接后进行另一侧焊接前应采用碳弧气刨进行清根处理。(5)焊缝与厚板母材连接基础,即焊脚尺寸在要求范围内应尽可能大。(6)考虑焊道层数的分布时要考虑到厚板母材与焊缝金属的局部缓冲。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 安徽淮南
- 王经理
- Q345R
- 宝钢



