南京钢板零割下料-钢板零割品质


- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2025-03-23 12:41:00
- 45#
- 2.0*1219*C
- 钢板切割,钢板零割,钢板加工,钢板下料
- 江苏南京
- 王经理 18994983591
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
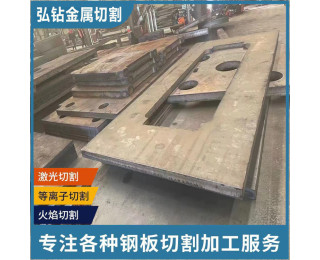
南京钢板零割下料-钢板零割下料是指对钢板进行切割加工,使其成为所需形状和尺寸的零件。它通常需要使用的切割设备和切割技术,如等离子切割、激光切割或数控切割等。零割下料是制造业中的重要环节,广泛应用于汽车、建筑、机械等多个领域。
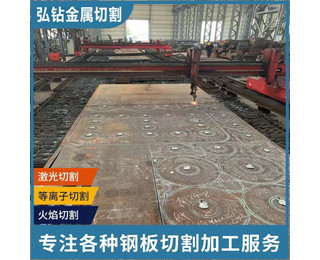
所以数控切割是以后钢板切割的发展方向。目前钢板切割之数控切割自动,对钢材的使用效率完成取决于调料编程的程度。所以,人员如果没有扎实的程序设计能力,钢材浪费会更加严重。致切得越快,切得越多,浪费越多。
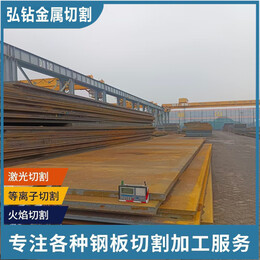
钢板切割操作注意事项、热切割质量控制以及热切割件检验指标,关于这三个方面,我们都了解吗。所以,小编找了关于这三方面的资料,经过归纳整理,介绍如下,希望能为读者提供一些有意义的指导。1.钢板切割操作注意事项为了防止气割变形,操作过程中应注意以下几个方面:(1)在钢板上切割不同尺寸的工件时,应先切割小件,后割大件。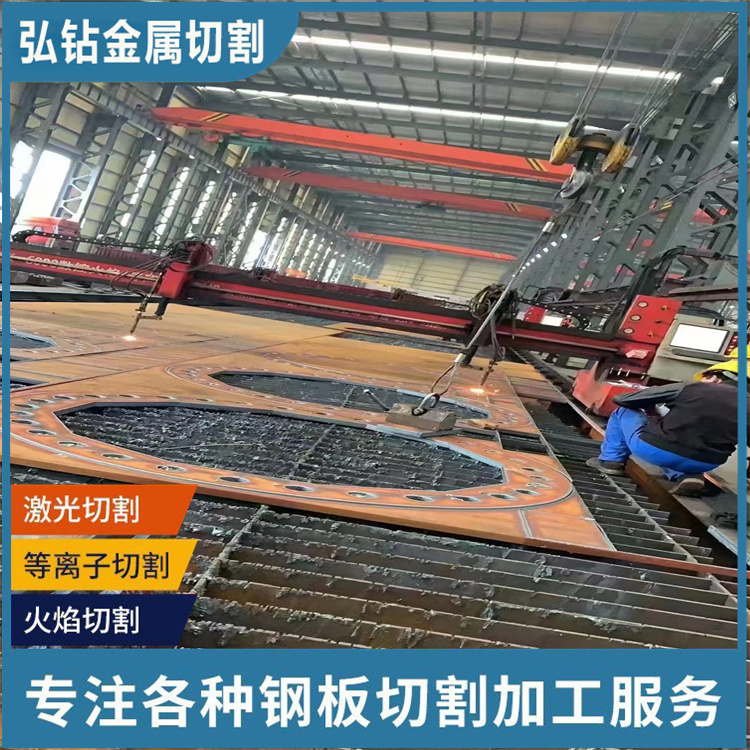
南京钢板零割下料-钢板零割 品质 4.热影响区的宽度主要是针对于一些可硬化或可热处理的低合金钢。如果宽度过宽,则会改变切口周围的性能。经试验表明,空气等离子弧切割时热影响区的宽度一般为0.3mm,如果在水下进行操作,其宽度还可以更窄。5.挂渣量就是指在热切割后,在切口下缘上,粘附的氧化物熔渣或重新凝固材料的含量,可以通过进行观察,一般可分为无、轻微、中等和严重这四个等级。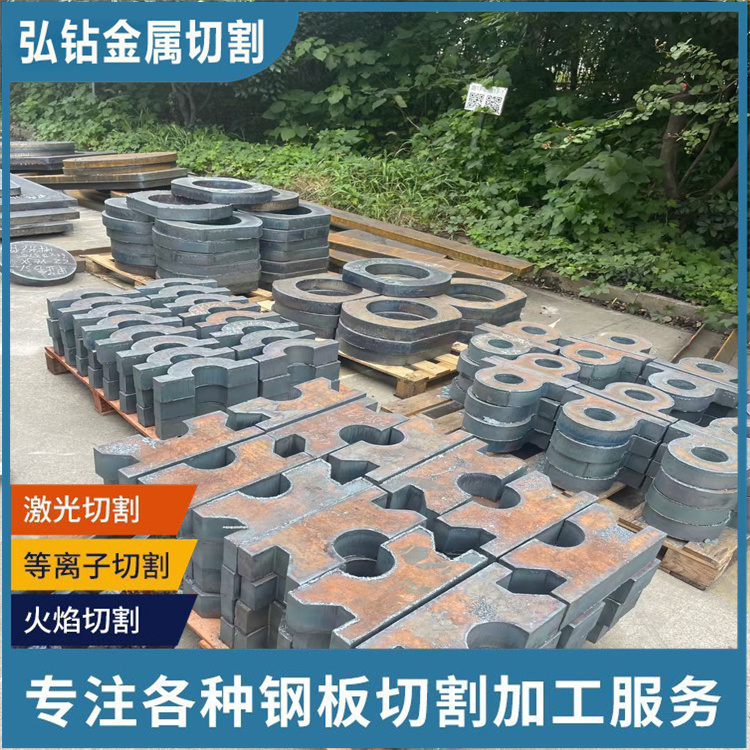
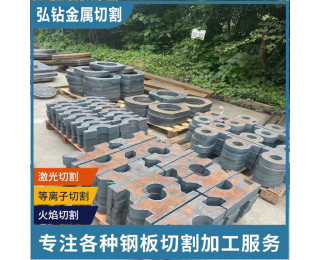
从目前来看,激光器常用功率,是为1000w以上。而且,我们还需要知道的是,钢板切割厚度决定了激光器功率,而且,这两者是为正比关系。3.铸铁钢板的切割,一般采用哪一种切割方式。铸铁钢板的切割,其在切割方式上,是采用等离子切割比较多,因为这一切割方式合适来使用,而且可以有好的使用效果和切割质量。
如何为您的切割速度选择的钢材切割设备数控火焰切割比手动切割快许多倍。但对于等离子切割,它更少,更慢。与20MM厚板相比。火焰切割速度约为每分钟450MM/MIN,等离子切割速度约为每分钟1500MM/MIN。在切割效果方面,火焰切割的垂直度优于等离子体的切割垂直度,火焰切割切割表面是垂直的,等离子切割切割表有一定的倾斜度。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 江苏南京
- 王经理
- 45#
- 2.0*1219*C
- 金属制品
- 宝钢
- 激光切割
- 不锈钢平板



