六安Q235B钢板加工-钢板零割轴承座火焰加工
六安Q235B钢板加工- 一般来讲,主要有三个,为焊接热应力、残余应力以及外力。所以,在焊接过程中,操作人员应对焊接接头的收缩变形规律、方向等进行仔细分析,制定出一个良好的控制变形的方案,从而将变形控制在可控范围之内。除非注明,为惠尔达钢板加工,欢迎。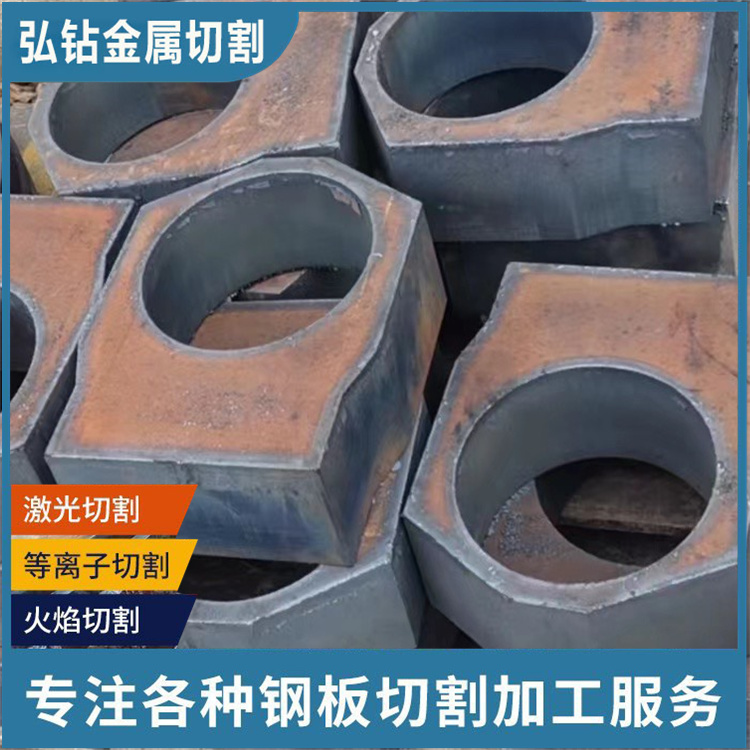
先后购置多台大型落地镗铣床”4*8米、3*8米、3*6米龙门镗铣床、5米立车等设备。经过设备的投入生产,形成钢板切割/深加/物流配送/型操作企业。先后为多家大型、特大型重机械生产企业提供深加善都服务。
钢板切割-钢板零割 现在,计算机辅助系统已经被广泛应用,连数控切割行业也不例外,所以产生了一些的切割技术,有:全时切割:使用计算机辅助系统,在普通电脑上进行整板套料和余料板套料,为数控切割机提供切割程序,从而有效数控切割机的切割生产效率。
六安Q235B钢板加工-钢板零割轴承座 火焰加工 钢板零割特厚钢板零割在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度,为了防止气割变形,操作过程中应注意以下几个方面:在钢板上切割不同尺寸的工件时,应先切割小件,后割大件,窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法,直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。
从而可以连续进行切割。影响热切割质量的因素很多。例如,有一些因素,如风线偏斜、切割氧气压力低或小嘴尺寸等,在切割表面倾斜方面。在切割表面上边缘的熔化中,有一些因素,如切割喷嘴太近、速度、火焰强度等。另一方面,切割表面间隙上的钢板表面有铁锈和氧化皮,还有一些因素,如行走时切割机摇晃或切割过程中断造成的连接不良等。
7、耐磨板国产NM360,NM400,NM450,NM500,B-HARD3600A,B-HAA,B-HARD450A;瑞典进口耐磨板:400,450,500,600;德国耐磨板:XAR400,XAR450,XAR500(克虏伯);新日铁JFE耐磨板。